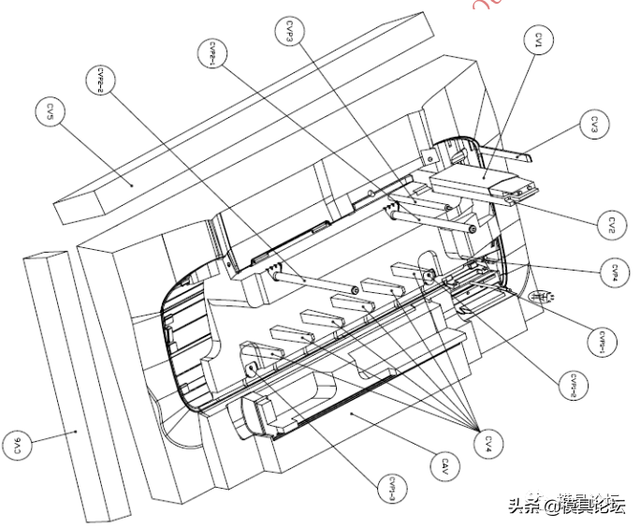
ДђгЁДЋецвЛЬхЛњЭтПЧМћЭМ1ЃЌВњЦЗзюДѓЭтаЮГпДчЮЊ478.97 mm x 234.44 mm x 148.05 mmЃЌ ЫмМўЦНОљНКЮЛКёЖШ1.80 mmЃЌЫмМўВФСЯЮЊPS-HIЃЌЫѕЫЎТЪЮЊ1.005ЃЌЫмМўжЪСПЮЊ478.8ПЫЁЃЫмМўММЪѕвЊЧѓЮЊВЛЕУДцдкХћЗхЁЂзЂЫмВЛТњЁЂСїЮЦЁЂЦјПзЁЂЧЬЧњБфаЮЁЂвјЮЦЁЂРфСЯЁЂХчЩфЮЦЕШИїжжШБЯнЁЃЫмМўЫФжмБэУцвЊЧѓВЩгУФнКьЪДЮЦЁЃЖЅВПВЩгУЯћЙтЮЦЁЃ
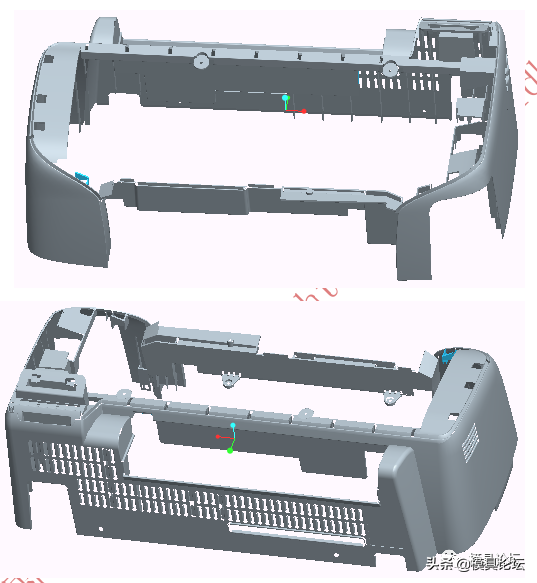
ЭМ1 ДђгЁДЋецвЛЬхЛњЭтПЧВњЦЗЭМ ДгЭМ1ПЩвдПДГіЃЌЫмМўНсЙЙдьаЭЮЊЫФУцВЛЙцдђЗтБеадНсЙЙаЮГЩЕФИДдгПЧЬхЁЃ3DВњЦЗЭМКЭ3DФЃОпЭММћИНЕЕЁЃЫмМўЫФБпДцдкДѓУцЛ§ЩЂШШеЄПзКЭГіФЃЕЙПлЃЌашвЊЩшМЦ4ИіДѓЛЌПщГщаОЁЃЛЌПщЕФНЛНчДІгкЧњУцЩЯЃЌвђДЫЃЌашвЊзіКУЗжаЭУцЕФЩшМЦЁЃЫмМўжаМфЕФСЌНгЧХВПЙЧЮЛКмЩюЃЌаЮзДЕЅБЁЃЌИеадНЯВюЁЃЫмМўНсЙЙВЛЙцдђЃЌЗжаЭУцЮЊИДдгЕФВЛЙцдђЗжаЭУцЁЃЫмМўЕФНсЙЙИДдгЃЌГпДчНЯДѓЃЌЕЋЫмМўЖЅВПУцЛ§НЯаЁЃЌжЛгаБпдЕОжВПгаНКЮЛЃЌДѓВПЗжОжгђЮЊПеаФЃЌетОЭИјФЃОпЖЅГіЯЕЭГЩшМЦДјРДФбЖШЁЃ ВњЦЗГпДчНЯДѓЃЌФЃОпНсЙЙИДдгЃЌЫФБпДцдкЛЌПщГщаОЁЃФЃОпЩшМЦаЭЧЛХХЮЛ1Гі1ЃЌзЂЫмЛњЖжЮЛЮЊ450ЖжШеИжзЂЫмЛњЁЃННзЂЯЕЭГЩшМЦВЩгУЕуННПкЩшМЦЃЌдкЫмМўЖЅВПЩшМЦ4ИіЕуННПкЁЃФЃМмЮЊЗЧБъМђЛЏЯИЫЎПкФЃМм7094ЃЌЖдгкЫФУцОљгаДѓЛЌПщЕФзЂЫмФЃОпЃЌЩшМЦВЩгУМђЛЏЯИЫЎПкФЃМмЃЌгЩгкЩйСЫ4жЇЕМжљЃЌгааЇНкЪЁСЫФЃОпПеМфЁЃгЩгкСїЕРНЯГЄЃЌННзЂЯЕЭГФ§СЯНЯГЄЃЌЧваЮзДВЛЙцдђЃЌдкВЩгУЛњаЕЪжзЂЫмЪБЃЌЮЊЗРжЙЫЎПкСЯЕєТфЃЌдкФЃОпЬьВрЩшМЦЗРзЊжљЃЌвдЪЙЫЎПкСЯЖЈЮЛЃЌБугкЛњаЕЪжМаГжЁЃ
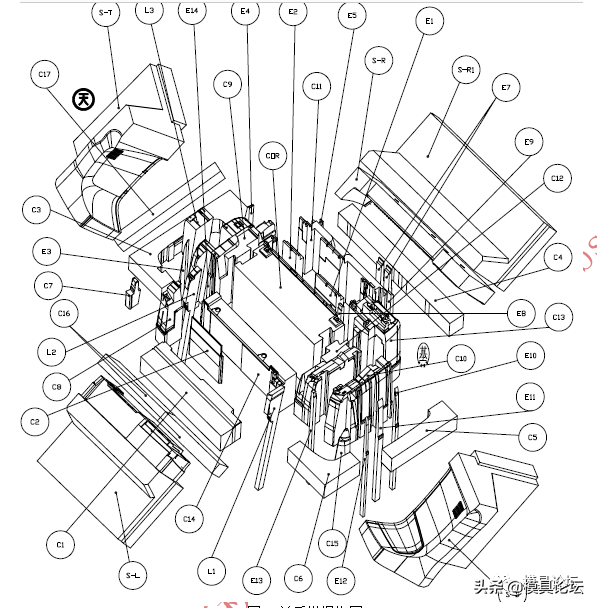
ЫмМўНсЙЙИДдгЃЌНКЮЛЕФЙЧЮЛКЭжљЮЛЖрЃЌЯтМўЕФЩшМЦЪЧЗЧГЃЙиМќЕФвЛЛЗЁЃЭЈЙ§КЯРэВ№ЗжЯтМўЃЌНЕЕЭМгЙЄФбЖШЃЌЬсИпМгЙЄаЇТЪЁЃЖдИДдгФЃОпЃЌзюгааЇЕФЯтМўВ№ЗжЗНЗЈЪЧШЋЯтЦДЗНЗЈЃЌМДДђЩЂзіЯтМўЃЌЯтМўВ№ЗжМћЭМ5КЭЭМ6ЫљЪОЁЃ
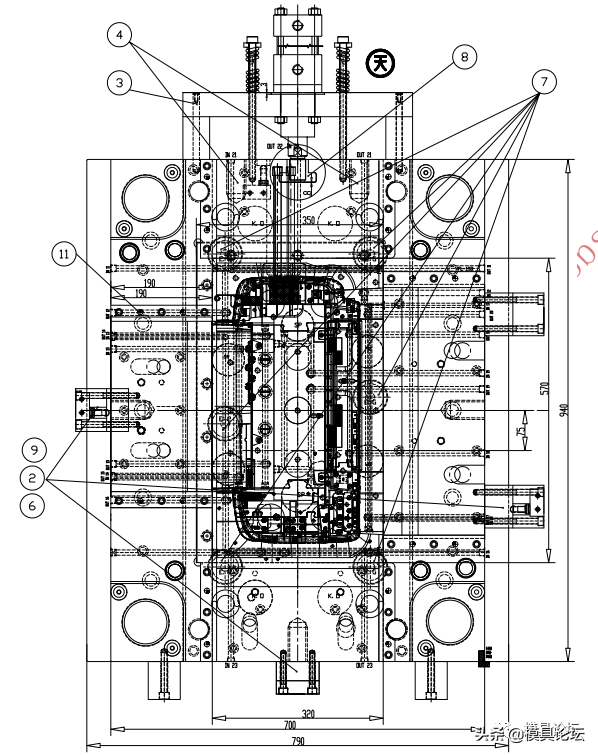
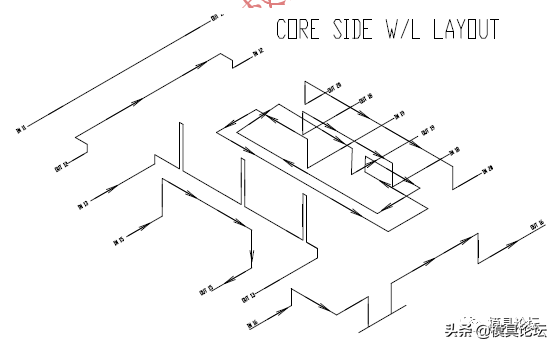
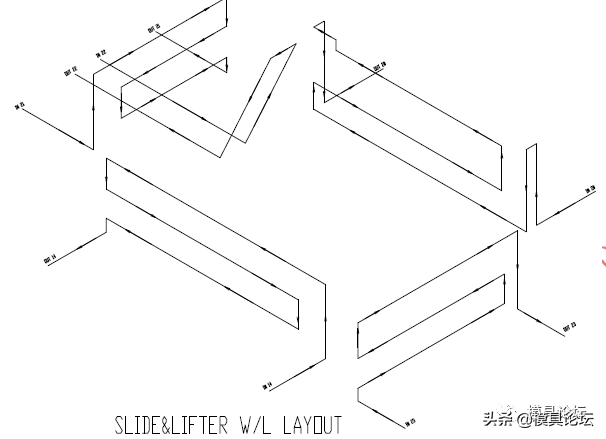
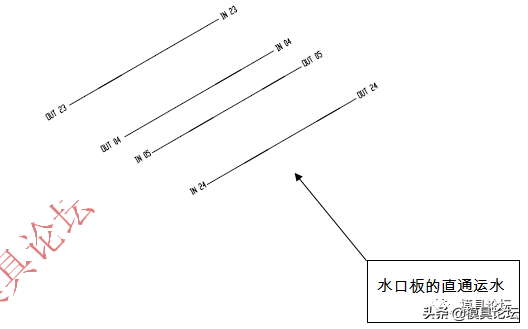
ДѓаЭИДдгФЃОпЕФРфШДЯЕЭГЩшМЦЪЎЗжЙиМќЁЃЖдгкШ§АхФЃЃЌЫЎПкАхЕФРфШДВЛПЩЪЁТдЁЃШчЙћЫЎПкАхУЛгаРфШДЃЌдђННПкЬзВПЮЛЕФЮТЖШЙ§ИпЃЌННПкЬзгыЫЎПкАхЕФФЅЫ№МгДѓЃЌзЂЫмжмЦкЛсВЛЮШЖЈЁЃвЛАуЫЎПкАхЕФРфШДЯЕЭГВЩгУ2-4ЬѕЦНааЕФжБЭЈЪНРфШДЯЕЭГЃЌМћЭМ3ЫљЪОЁЃжаМфЕФСНЬѕРфШДЛиТЗОрРыННПкЬзВЛвЊГЌЙ§50ЃЌВЂЦНааВМжУЁЃ ЖЈФЃЁЂЖЏФЃКЭЛЌПщШЋВПашвЊЩшМЦРфШДЛиТЗЁЃФЃОпЩшМЦЪБЃЌЖдгкдЫЫЎЛиТЗЃЌЩшМЦ3DЕФМђЭМЃЌБугкМьВщдЫЫЎЩшМЦЪЧЗёзуЙЛЃЌвВБугкзЂЫмВйзїШЫдБПьНгдЫЫЎЁЃ ЫмМўЫФУцЕФЛЌПщОљЪєгкДѓаЭЛЌПщЃЌЫЎЦНЗНЯђКЭЕиВрЕФ3ИіЛЌПщЃЌОљВЩгУ2жЇаБЕМжљЧ§ЖЏЃЛЬьВрЕФЛЌПщВЩгУгЭИзЧ§ЖЏЃЌВЂЩшМЦСЫСНИіАВШЋЕЏЛЩЁЃЫФИіЛЌПщЕФааГЬФЉЖЫОљЩшМЦСЫааГЬПЊЙиЃЌМў2ЃЌМў6КЭМў9.ДѓаЭФЃОпЕФЛЌПщЃЌааГЬНЯДѓЃЌЪмСІвВНЯДѓЃЌЖдЛЌПщдЫЖЏЕФЦНЮШадвЊЧѓНЯИпЃЌвђДЫЛЌПщЕФЕМЛЌВПЮЛЙвЬЈИпЖШжСЩйвЊДѓгк15вдЩЯЃЌвдЪЙдЫЖЏЦНЮШЃЌЭЌЪБЃЌЛЌПщЕФбЙЬѕвЊЩшМЦЖЈЮЛЯњЃЌБЃжЄАВзАОЋЖШЁЃ
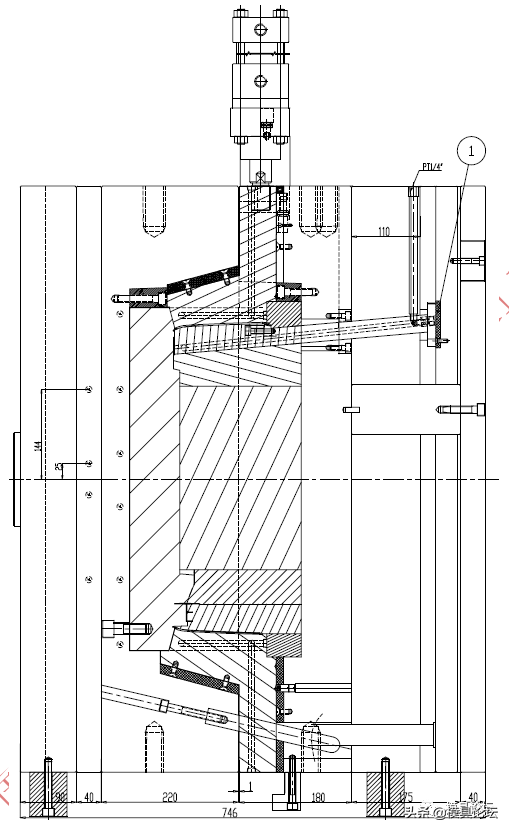
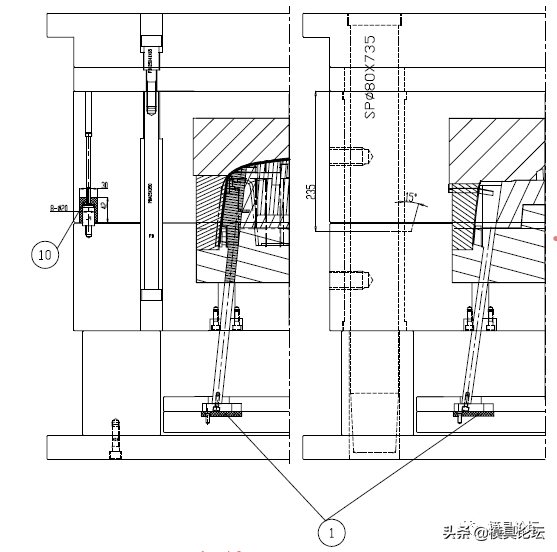
ЛЌПщПэЖШНЯПэЃЌвђДЫЃЌЮЊСЫЪЙЦфдЫааЦНЮШЃЌбизХдЫЖЏЗНЯђЕФЮВВПГЄЖШВЛФмЬЋаЁЁЃдкФЃОпЩшМЦЪБЃЌдкЛЌПщЕзВПКЭаБУцЩЯЩшМЦФЭФЅПщЃЌБугкФЃОпзщзАКЭЕїећЁЃЫмМўвЛИіВрУцЃЌгаЖрИіЩЂШШеЄПзЃЌЛЌПщвЦЖЏЪБЃЌетаЉПзЛсеГЛЌПщЃЌвђДЫЃЌЮЊСЫЪЙЫмМўВЛБЛРБфаЮЃЌдкЯргІЕиетИіЛЌПщЩЯЩшМЦСЫЛЌПщЖЅеыЁЃ ЫмМўГпДчНЯДѓЃЌИеадНЯВюЃЌЖЅГіСІВЛОљКтЁЃЮЊДЫЩшМЦСЫЖЅеыЁЂаБЖЅКЭжБЖЅЖЅГіЁЃаБЖЅЖЅГіЕФФПЕФОЭЪЧЗРжЙЖЅГіКѓеГзЁВњЦЗЃЌЗРжЙМазЁВњЦЗЃЌЭЌЪБЃЌЮЊСЫОЁПьЪЙЫмМўЭбРыаБЖЅЃЌЩшМЦСЫМгЫйЖЅГіЛњЙЙЁЃМгЫйЖЅГіЛњЙЙВМжУЭМКЭЖЅГідРэМћЭМ4.
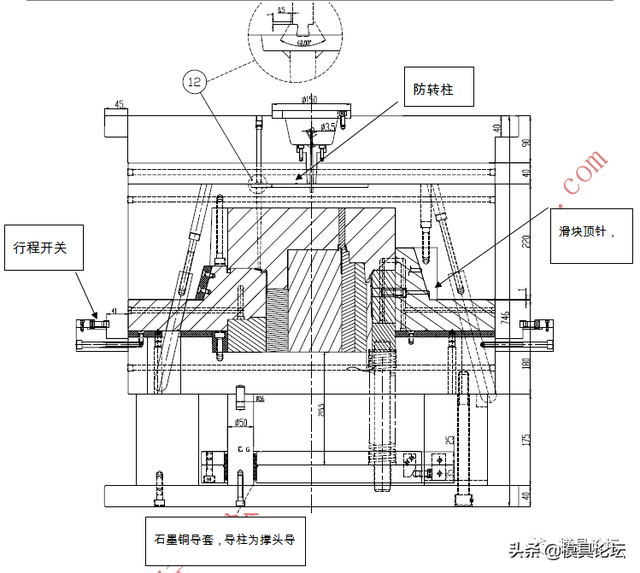
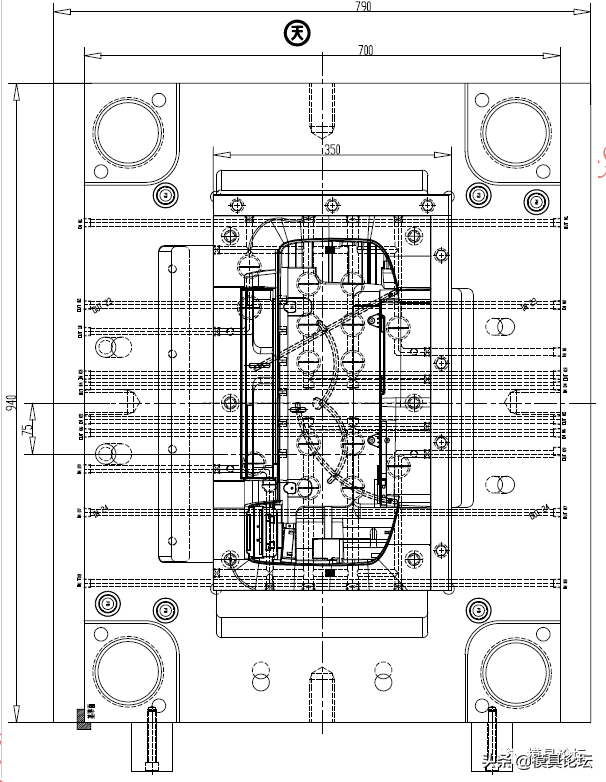
ЭМ2 ДђгЁДЋецвЛЬхЛњЭтПЧФЃОпЭМ
ЭМ3 РфШДЯЕЭГЭМ зЂЫмЩњВњжаЃЌгааЉжЦЦЗдкЖЅГіКѓЃЌвђМгЧПНюЬЋЩюЛђЬЋЖрЕФдЕЙЪЃЌИНзХдкФЃОпЩЯВЛФмздЖЏЭбТфЃЌашвЊМѕЩйЖЅеыИНдкВњЦЗЩЯЃЌвдЗНБуЪЕЯжздЖЏЛЏЩњВњЁЃПЩвдПМТЧдкзЂЫмФЃОпжаЩшМЦМгЫйЖЅГіЛњЙЙЁЃЪЕЯжЯШНЋДѓВПЗжЕФЬиеїЯШааЭбФЃЃЌдйСєЯТаЁВПЗжЖЅеыжЇГХЁЃдкашвЊзіМгЫйЖЅГіЕФЖЅеыЩЯдіМгМгЫйЖЅЯрЙизАжУЃЌЕБЖЅГіЕНДяЯоЮЛеыЪБЃЌРћгУЧЬЧЬАхдРэЃЌвдЙЬЖЈа§зЊеыЮЊжааФЃЌЦ№ЕНБШЦфЫќЖЅеыИќИпЕФИпЖШЃЌвдЪЕЯжЭбФЃашвЊЁЃгЩгкМгЫйЖЅзАжУашвЊвЛЖЈЕФПеМфЃЌдкдіМгЛњЙЙЧАашвЊПМТЧКУЁЃМгЫйЖЅГіЛњЙЙПЩздааМгЙЄЃЌЛђЯђЯрЙиЙЉгІЩЬР§ШчDMEБъзММўЙЉгІЩЬЙКТђЁЃ
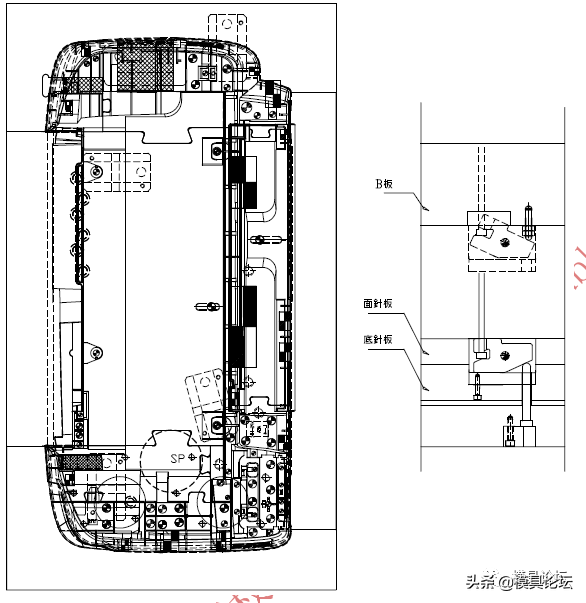
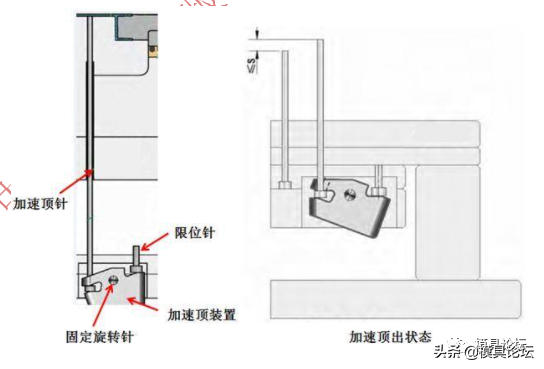
ЭМ4 МгЫйЖЅГідРэЭМ
ЭМ5 3DЪОвтЭМ
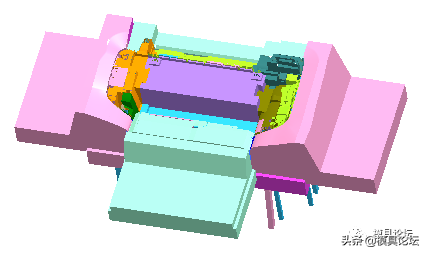
ЭМ6 ЧАКѓФЃБЌеЈЭМ
ФЃОпТлЬГАцШЈЫљга | 









 - VIPЙКТђ - ЪжЛњАц - аЁКкЮн - еОЕуАяжњ - Л§ЗжЙцдђ - Л§ЗжГфжЕ - гАТЅБІ - ЙВЯэЕъЦЬ - ЦДЭХаЁГЬађ - АдЦСДѓЪІ - ЛюЖЏБІ - вўЫНУтд№ - ИќаТШежО - ЩчШКжБВЅ - ЩчШКЛњЦїШЫ - ЮЂИЛЭј
( ЖѕICPБИ2021020606КХ )
- VIPЙКТђ - ЪжЛњАц - аЁКкЮн - еОЕуАяжњ - Л§ЗжЙцдђ - Л§ЗжГфжЕ - гАТЅБІ - ЙВЯэЕъЦЬ - ЦДЭХаЁГЬађ - АдЦСДѓЪІ - ЛюЖЏБІ - вўЫНУтд№ - ИќаТШежО - ЩчШКжБВЅ - ЩчШКЛњЦїШЫ - ЮЂИЛЭј
( ЖѕICPБИ2021020606КХ )
зюаТЦРТл